Ratgeber
Mit Gewindebohrern erzeugen Sie Innengewinde für Schrauben oder Bolzen. Gedacht sind die Gewinde etwa zum sicheren Verbinden von Metallteilen. Hier erfahren Sie, welche Werkzeuge Sie zum Gewindebohren benötigen und wie Sie die passenden Gewindebohrer auswählen.
Eine abgebrochene Schraube, ein beschädigtes Gewinde in Metall oder das Montieren zweier Werkstücke aus Stahl oder Edelstahl: Gewindebohrer sind immer dann gefragt, wenn zuverlässige Schraubverbindungen in Metallen oder Kunststoffen benötigt werden, die sich leicht wieder lösen lassen.
Mit einem Gewindebohrer stellen Sie ein Innengewinde selbst her. Die Bohrer schneiden ein Gewinde der gewünschten Größe mit hoher Präzision in Metallgegenstände und Kunststoffmaterialien.
Auch zum Nachscheiden von Gewinden, zum Vergrößern vorhandener Gewinde und für Gewindereparaturen bei verrosteten oder verunreinigten Schraubgewinden sind die Bohrer nützlich. Nach dem Schneiden lassen sich Schrauben, Gewindestangen oder Gewindebolzen mit entsprechendem Außengewinde eindrehen.
Die bekanntesten Hersteller von Gewindebohrern sind Eventus, Exact, Hazet und Wera.
Innengewinde-Schneider mit passenden Kernloch-Bohrern zum Vorbohren.
Außengewinde
Auch Außengewinde lassen sich leicht selbst anfertigen. Dafür benötigen Sie ein Schneideisen. Gewindebohrer und Schneideisen ergänzen sich als Gewindeschneider also gegenseitig. Merkhilfe: Innengewinde = Gewindebohrer, Außengewinde = Schneideisen. Beide Gewindewerkzeuge eignen sich gleichermaßen für Heimwerker, Autoschrauber, ambitionierte Metallbearbeiter und Profis.
Bearbeiten können Sie alle Metallarten, die sich mit geringem Druck feilen lassen. Ob das bei Ihrem Werkstück der Fall ist, finden Sie leicht heraus, indem Sie mit einer Metallfeile an einer unauffälligen Stelle über das Material fahren. Bleiben Spuren zurück, können Sie in der Regel auch ein Gewinde bohren.
Welche Gewindebohrer gibt es?
Beim Gewindebohren (auch Schneidbohren genannt) haben Sie die Wahl zwischen Bohrern mit kurzem Schaft für die Handbearbeitung und Langschaft-Gewindebohrern zum maschinellen Gewindeschneiden mit einem Akkuschrauber oder einer netzbetriebenen Tischbohrmaschine. Je nachdem, ob das Gewinde von Hand oder per Maschine erzeugt werden soll, benötigen Sie unterschiedliche Gewindebohrer. Die Bohrer sind einzeln oder in Sets für unterschiedliche Gewindegrößen erhältlich.
Innengewinde von Hand schneiden
Vorteil von Handgewindebohrern ist die einfache Anwendung. Eingespannt werden die Handgewindebohrschneider in ein passendes Windeisen. Dazu besitzen Handgewindebohrer an einem Ende einen genormten Vierkant-Schaft („Vierkant nach DIN 10“). Er dient zur Aufnahme des Bohrers in die verstellbaren Backen des Windeisen-Haltewerkzeugs. Das Windeisen liefert die benötigte Hebelkraft, um Gewinde in unterschiedliche Metallwerkstoffe zu drehen. Drehen Sie einfach an den beiden Metallstangen, bis die Öffnung in der Mitte des Halteeisens für die Aufnahme des Gewindebohrers groß genug ist. Dann schließen Sie Feststellbacken des Windeisens, bis der Vierkant des Bohrers festsitzt – schon kann es mit dem Gewindeschneiden losgehen!

Windeisen und Handgewindebohrschneider.
Windeisen gibt es in verschiedenen Größen – achten Sie beim Kauf auf die mit den gewünschten Handgewindebohrern korrespondierende Eisengröße. Eine Alternative zu Windeisen sind Gewindewerkzeughalter mit Ratsche.
Innengewinde mit der Maschine schneiden
Einschnitt-Gewindebohrer (Maschinengewindebohrer) sind für das zeitsparende maschinelle Gewindeschneiden gedacht und erzeugen ein Gewinde in einem Arbeitsgang. Ihre Schneide bei Maschinengewindebohrern ist so konstruiert, dass der gesamte Span an einem Stück geschnitten wird. Das dafür benötigte Drehmoment setzt einen elektrischen Schrauber voraus. Einschnittgewindebohrer sind meist mit einem Sechskant-Schaft ausgestattet, der eine gute Kraftübertragung etwa in einem Akkuschrauber gewährleistet.

Verschiedene Arten von Einschnitt-, Maschinen- und Kombigewindebohrern.
Unser Praxistipp:
Ohne Späne arbeiten Gewindeformer. Sie schneiden das Gewinde nicht aus dem Material, sondern formen es aus.
Wie finde ich den passenden Gewindebohrer?
Gewindebohrer gibt es in einer Vielzahl an Ausführungen aus widerstandsfähigem HSS (High Speed Steel = Schnellarbeitsstahl). Es sind auch Varianten mit zusätzlicher Kobaltlegierung (HSS-E) erhältlich. Zur Auswahl stehen Bohrer für die weitverbreiteten metrischen ISO-Regelgewinde (M1, M2, M3 und so weiter), feine metrische Gewinde sowie G- (BSP), UNC- und UNF-Gewinde. Achten Sie bei der Auswahl auf den von Ihnen benötigen Gewindetyp.
Die meisten Modelle schneiden metrische Rechtsgewinde (rechtsschneidende Bohrer zum Schrauben eindrehen im Uhrzeigersinn), es gibt aber auch linksschneidende Bohrer für Linksgewinde.
Üblicherweise besteht ein Handgewindebohrer-Satz aus drei Werkzeugen: Vorschneider, Mittelschneider und Fertigschneider. Auch zweiteilige Handgewindesätze bestehend aus Vorschneider und Fertigschneider werden angeboten.
Vorschneider, Mittelschneider und Fertigschneider unterscheiden sich hinsichtlich ihrer Klingengeometrie:
Der Vorschneider
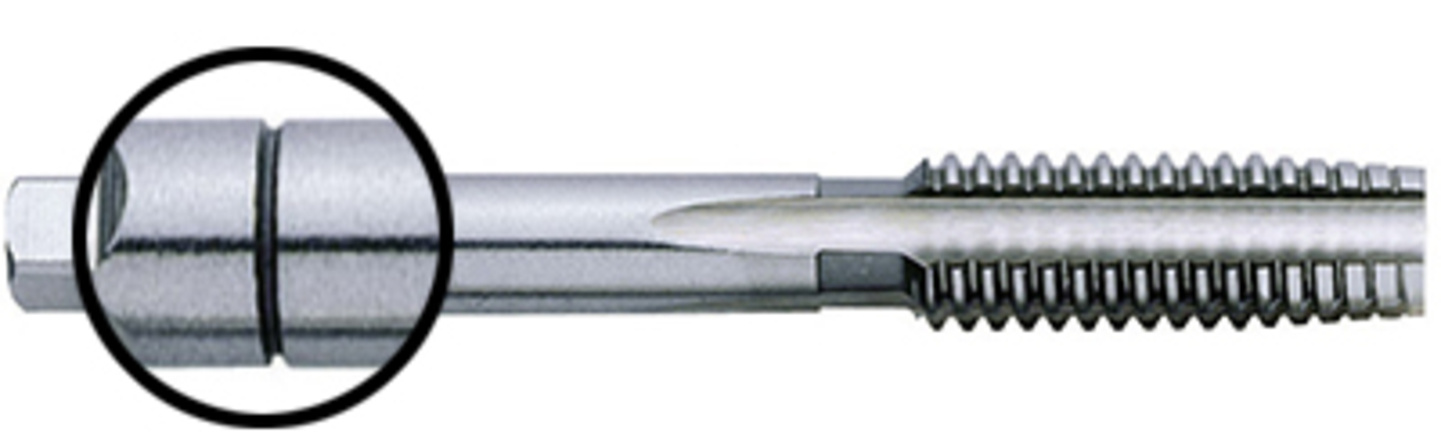
Der Vorschneider ist an einer Ringkennzeichnung am Schaft zu erkennen. Er besitzt kurze Klingen und schneidet eine grobe Gewindestruktur mit dünnen Rillen in das vorgebohrte Bohrloch.
Der Mittelschneider

Der Mittelschneider besitzt zwei Ringe am Schaft. Seine längeren Klingen greifen in das vorgeschnittene Gewinde und formen es tiefer ins Material.
Der Fertigschneider

Der Fertigschneider hat keine Ringe am Schaft. Seine Scheide besitzt die längsten Klingen und erzeugt die Endform des Innengewindes.
Durchgehende Gewindebohrer
Für Gewinde, die durch das Material gehen sollen, zum Beispiel durch Bleche oder Muttern, verwenden Sie Durchgangsgewindebohrer. Sie sind leicht an der geraden Span-Nut zu erkennen. Die Nut führt die beim Schneiden entstehenden Späne nach unten ab.
Sackloch-Gewindebohrer
Für Gewinde, die nicht durchs Material gehen, verwenden Sie Sacklochgewindebohrer. Sie sind an der spiralförmigen Span-Nut zum Spanabtransport zu erkennen, durch die Späne oben aus dem Bohrloch befördert werden.
Die Einteilung ist allerdings gerade bei Handgewindebohrern nicht strikt zu verstehen. Viele Modelle besitzen eine gerade Nuten ohne Schälanschnitt und eignen sich gleichermaßen für Durchgangsgewinde und Sacklochgewinde.
Unser Praxistipp: Gewindebohrer im Set kaufen
Praktisch sind Gewindeschneidsätze bestehend aus Handgewindebohrern in abgestuften Größen wie M3/M4/M5/M6/M8/M10/M12, passenden Schneideisen für Außengewinde, Windeisen, Halter für Schneideisen sowie einer Aufbewahrungsbox. Je nach Werkzeug-Set werden auch passende Spiralbohrer mitgeliefert. Mit einer solchen Zusammenstellung sind Sie für alle in Haus, Garten und an Fahrzeugen gebräuchlichen Gewindetypen gerüstet.
1. Kernloch bohren
Bohren Sie im ersten Arbeitsgang das Kernloch, in das Sie anschließend die Gewindebohrer drehen. Dazu verwenden Sie einen Spiralbohrer und bohren im rechten Winkel. Das geht mit einer Tisch- oder Ständerbohrmaschine am einfachsten. Ankörnen mit einem Körner verhindert ein Abrutschen des Bohrers.
Als Richtwert für den Bohrlochdurchmesser bei den verbreiteten metrischen ISO-Gewinden gilt die Formel: Gewindedurchmesser (Nennmaß = Schraubengröße) minus Steigung = Durchmesser des Kernlochbohrers. Die Steigung steht für den Abstand zwischen zwei Gewindespitzen.
| Gewinde | Außendurchmesser | Steigung | Bohrerdurchmesser |
|---|---|---|---|
| M1 | 1 mm | 0,25 mm | 0,75 mm |
| M2 | 2 mm | 0,4 mm | 1,6 mm |
| M3 | 3 mm | 0,5 mm | 2,5 mm |
| M4 | 4 mm | 0,7 mm | 3,3 mm |
| M5 | 5 mm | 0,8 mm | 4,2 mm |
| M6 | 6 mm | 1,0 mm | 5,0 mm |
| M8 | 8 mm | 1,25 mm | 6,8 mm |
| M10 | 10 mm | 1,5 mm | 8,5 mm |
| M12 | 12 mm | 1,75 mm | 10,2 mm |
Die alte Faustregel – Gewindedurchmesser x 0,8 = Bohrlochgröße in Millimeter – ist zu ungenau und kann falsche Ergebnisse liefern.
2. Gewindeloch ansenken
Für ein sauberes Resultat senken Sie das Bohrloch mit einem Senker auf den Gewindedurchmesser an. Mit dem Senker erstellen Sie eine Fase am Kernloch. Dadurch lässt sich der Gewindebohrer viel leichter ansetzen und senkrecht ins Material drehen. Die Fase am gesenkten Kernloch verhindert ein Wegrutschen und Verkanten des Schneidwerkzeugs.
3. Gewinde schneiden
Wählen Sie einen Gewindebohrersatz aus, der dem benötigten Gewindetyp entspricht, und montieren Sie den Vorschneider im Windeisen. Geben Sie etwas Schneidöl auf die Schneide des Bohrers. Setzen Sie den Handgewindebohrer senkrecht zur Bohrung an. Arbeiten Sie sich der Reihe nach vom Vorschneider über den Mittelschneider bis zu Fertigschneider durch. Drehen Sie die Werkzeuge in allen drei Durchgängen langsam und gleichmäßig mit leichtem Druck im Uhrzeigersinn in das Loch. Drehen Sie den Bohrer nach einer halben Umdrehung ein Stück weit zurück, damit der Span bricht und das Gewinde exakt ausgeformt werden kann.
Besseres Durchkommen mit Schneidöl
Beim Gewindebohren ist der Einsatz von Bohr- und Schneidöl empfehlenswert. Dabei handelt es sich um ein auf das Bohren von Gewinden optimiertes Werkzeugöl, das die Reibungskräfte beim Bohren, Schneiden und Fräsen von Metallen reduziert. Weniger Reibung verbessert das Eindringen des Gewindebohrers ins Material und verhindert ein Steckenbleiben oder Abbrechen des Werkzeugs. Das Öl als Schmier- und Gleitmittel ermöglicht eine höhere Schnittgeschwindigkeit und verkürzt damit die Bearbeitungszeit. Zudem erhöhen sich die Standzeit und die Lebensdauer von Bohr- und Schneidewerkzeugen zur Metallbearbeitung. Das Öl ist als Tropföl oder leicht anwendbares Spray erhältlich. Sie geben es vor dem Einsatz direkt auf den Gewindebohrkopf und das Werkstück.